 The Titan Gem-Maker
The Titan Gem-Maker
Big, fast, efficient, the workhorse of grinders with a full set
of 8" diamond wheels. THE TITAN COMES COMPLETE. Includes 3/4
HP, 115/230V industrially rated motor on 16" x 42" laminated
baseboard, double pump Spra-Mist coolant system, cast aluminum quick-change
hoods and pans, one 80 grit and one 220 grit 7-5/8" x 11/2"
Galaxy metal-bond diamond grinding wheel, four 7-5/8" x 2"
Nova resin-bond diamond sanding and polishing wheels (one each 280,
600, 1200 and 3,000 grit); one 24" flex stem lamp, one 5-1/2"
14,000 grit Diamond Nova Disc, special disc geyser for laps, cab
rest, set of two splash guards, sample bottle Water Aid, and a manual.
We also include SAFETY GOGGLES WHICH MUST BE WORN WHEN OPERATING
THIS MACHINE. Note: Titan comes with two lamp mounting buttons to
allow you to move the lamp from right to left or add a second lamp
or magnifier.
100-T-100 Titan............... 115/230V, 60Hz........Shp.Wt. 151
lbs. ............ $3995.00
Shipped via UPS in 2 cartons. One weighs 94 lbs. and one weighs
57 lbs.
Export Model: 100-T-100X Export Model......230V, 50Hz........Ship.Wt. 151 lbs. ............ $4250.00
|
|
|
 GENIE
- THE MAGICAL GEM-MAKER GENIE
- THE MAGICAL GEM-MAKER
GENIE COMES COMPLETE: It is powered by a 1/4 HP heavy duty, industrially
rated custom Baldor motor. Standard motor is 115 volt/60 HZ. Overseas
model uses similar motor in 230 volt/50 HZ. Comes mounted on a 13-
1/2" x 27" laminated base board. Genie includes two 6"
x 11/2" Galaxy diamond grinding wheels (80 and 220 grit), four
6" x 11/2" Nova sanding and polishing wheels (280, 600,
1200 and 3,000 grits), one 18" lamp, with two mounting buttons
(to allow you to move it from left to right or add a second lamp or
magnifier, Spra-Mist coolant system, cab rest, one 5-1/2" 14,000
grit Diamond Nova Disc, sample bottle Water Aid, four splash guards,
and a manual. We also include Safety Goggles WHICH MUST BE WORN WHEN
OPERATING THIS MACHINE.
100-GD-100 Genie.................115 volts, 60Hz motor....Ship. Wt.
56 lbs........................... $2375.00
Export Model: 100-GD-100X
Export Model...230 volts, 50Hz motor ...Ship Wt. 56 lbs... $2480.00
|

TRIM SAW ATTACHMENT FOR
THE GENIE; Turn your Genie into a handy 8" trim saw in a matter
of minutes. Easy installation; uses no oil.
TRIM SAW ATTACHMENT: Comes with molded, durable plastic hood and pan,
sintered continuous thin rim blade, size 8" x .032 x 1; bore,
shaft adapter, angle block, sample bottle of Water Aid, splash guard,
and SAFETY GOGGLES THAT MUST BE WORN WHEN OPERATING THIS TRIM SAW.
100-TSG-105 Trim Saw............8lbs......$398.00 with blade
Genie Trim Saw Manual in pdf format
PIXIE TRIM SAW ATTACHMENT -
Now you can trim small slabs on your Pixie Gem-
Maker. You can cut up to a 5" square slab right in
half. Easy to attach the trim saw parts by removing
the right hand wheel adaptor, and then attaching the
saw blade adaptor with blade. The saw table and
blade guard are made of stainless steel for long life.
Comes with a 6" sintered rim blade. You can use
either a 1/2" or 5/8" arbor hole blade by turning over
the blade flange. Comes with saw table, blade guard,
6" blade, adaptor, flanges, and instructions. We also INCLUDE
SAFETY GOGGLES THAT MUST
BE WORN WHEN OPERATING THIS TRIM SAW.
|
|
 THE PIXIE COMES COMPLETE:
Includes one piece housing on a 14 1/2" x 18" laminated
baseboard, motor, Spra-Mist coolant system, one 80 grit and one
220 grit 4" x 11/4" Galaxy metal-bond diamond grinding
wheel, four 4" x 11/4" Nova resin-bond diamond sanding
and polishing wheels (one each 280, 600, 1200, and 3,000 grit),
one 15" flex stem lamp, one 4" 14,000 grit Diamond Nova
Disc, handy cab rest, base for geyser, sample bottle of Water Aid,
set of two splash guards, and a manual. We also include Safety Goggles
WHICH MUST BE WORN WHEN OPERATING THIS MACHINE
THE PIXIE COMES COMPLETE:
Includes one piece housing on a 14 1/2" x 18" laminated
baseboard, motor, Spra-Mist coolant system, one 80 grit and one
220 grit 4" x 11/4" Galaxy metal-bond diamond grinding
wheel, four 4" x 11/4" Nova resin-bond diamond sanding
and polishing wheels (one each 280, 600, 1200, and 3,000 grit),
one 15" flex stem lamp, one 4" 14,000 grit Diamond Nova
Disc, handy cab rest, base for geyser, sample bottle of Water Aid,
set of two splash guards, and a manual. We also include Safety Goggles
WHICH MUST BE WORN WHEN OPERATING THIS MACHINE
100-P-100 Pixie............................115 volt, motor ..............Shp.
Wt. 36 lbs ..............,$1650.00
100-P-100X Export Model...........230 volt, motor ..............Shp.
Wt. 36 lbs ...............$1750.00
|
THE
PIXIE has the same six-wheel sequence of diamond grinding and polishing
wheels as the larger Gem-Makers, and provides you with a fast, efficient
way to shape and polish stones. The Pixie is a great favorite of those
who specialize in cutting opal. Just because the Pixie is compact
and lightweight doesn't mean it can't do a great job. It is fast and
efficient at polishing stones, and is the Gem-Maker preferred by those
working opal.
100-P-100 Pixie:
100-P-100X Export
Model:
Pixie Owners manual
Click here
Pixie Saw Attachment
Manual Click Here
|

TEMPORARELY OUT OF STOCK!
Manual
Stone Crusher
This handy tool will pulverise your stone to fill cracks
and holes when mixed with Opticon 224 resin.
Item #: MSC901
Size: 9.5 x 4 x 4.5 inches
Weight: 5.25 lbs.
Price: $39.95 Another
View
|

|
Diamond
Core Bits
Diamond
rim brazed core bits
Diameter: 6mm (2) - 8mm (2)
Shank: 5mm & 7mm
GDW: 10g - 18g
Item #: DCB01
Weight: 0.3 oz.
Size: 6 mm(2)- 8mm (2)
Price: $3.50
|

SPINDLE VELCRO BACKER PAD ADAPTER
Adapts to a 1/2 inch motor shaft. Diamond Pads are separate.
Item #: SBPA001
Weight: 8.4 oz. ea. (1.55 lbs./set)
Size: 1/2 in. spindle/3 inch Backers
Price: $59.95 for 3 w/Velcro Backers
|

|
SOLD! Diamond Coated Hole Saws 10~50mm
12 pcs
Item #: DCHS01
Weight: 16.6 oz.
Size: 10 - 50mm
Price: $45.00
|

VELCRO BACKER PAD ADAPTER
Adapts to a 3/4 inch pipe thread spindle.
Diamond Pads are separate. (3 inch Backer Pads
are currently out of stock.
4 inch Backer Pads are available.)
Item #: VBPA001
Weight: 9.4 oz. ea. (1.76 lbs./set)
Size: 3/4 in. spindle/3 inch Backers
Price: $49.50 for 3 w/ Velcro Backers
|
|
|

VELCRO
BACKER PAD ADAPTER
Adapts to a 1 inch pipe thread spindle. Diamond Pads are separate.
Item #: VBPA002
Weight: 11 oz. ea. (2.06 lbs/set)
Size: 1 in. spindle/4 inch Backers
Price: $59.50 for 3 w/Velcro Backers
|

Just
to be clear; Backer pads must be Milled
out in the center and Diamond Pads must be split from the center
hole down to the second ring of diamond to work on a sphere machine.
Tell me in the checkout "instructions to seller" box if
you do NOT want them modified.
|
VELCRO BACKER PAD
Use with
the Barranca Wet Grinder (Replacement for worn out original in 5/8-11
thread). Available in 16mm metric thread for Non-USA grinders.
View Larger Image
Item #: VBP001
Weight: 3.7 oz.
Size: 4 inches x 5/8 -11 Threads Per Inch
Price: $6.95
VELCRO
BACKER PAD
Item #: VBP001-16
Weight: 3.7 oz.
Size: 4 inches x 16mm metric thread
Price: $6.95
|
VELCRO BACKER PAD
Not for
use with the Barranca Wet Grinder - 16mm metric thread.
Item #:VRBP002
Weight: 2.7 oz.
Size: 3 inches
Price: $5.95
VELCRO BACKER PAD
5/8 - 11 thread.
Item #:VRBP003
Weight: 2.7 oz.
Size: 3 inches
Price: $5.95
|

These pads must
be modified for use on sphere
making machines by splitting them from the center
down to the second ring. Modified Backers such as VBPA001 or VBPA002
must also be used for sphere polishing. Please advise if you do NOT want them split or for use on a standard hand grinder.

 |
FLEXIBLE
DIAMOND PAD
Extra course
grinding pad for the Barranca Wet Grinder. Made in China.
Another view
Item #: FDP050-4
Weight: 1.2 oz.
Size: 4 inches 50 Mesh
Price: $12.00
100 Mesh Item #: FDP100-4
200 Mesh Item #: FDP200-4
300 Mesh Item #: FDP300-4
500 Mesh Item #: FDP500-4
800 Mesh Item #: FDP800-4
1000 Mesh Item #: FDP1000-4
|
1500 Mesh Item #: FDP1500-4
2000 Mesh Item #: FDP2000-4
3000 Mesh Item #: FDP3000-4
8000 Mesh Item #: FDP8000-4
10000 Mesh Item #: FDP10000-4
|


FLEXIBLE DIAMOND PAD SET 3 INCH
Complete sequence for polishing spheres. These pads are split for use
on a sphere machine with cupped Velcro backers (not included).
Item #: FDP00X-3
Weight: 8.4 oz.
Size: 3 inches - 3 Each, 200, 500, 1000, 1500, 3000 mesh
Price: $120.00 plus shipping
|
FLEXIBLE DIAMOND PAD
Extra course grinding pad. Made in China.
Item #: FDP050-3
Weight: .6 oz.
Size: 3 inches 50 Mesh
Price: $10.00
100 Mesh Item #: FDP100-3
200 Mesh Item #: FDP200-3
500 Mesh Item #: FDP500-3
1000 Mesh Item #: FDP1000-3
|
1500 Mesh Item #: FDP1500-3
2000 Mesh Item #: FDP2000-3
3000
Mesh Item #: FDP3000-3
8000 Mesh Item #: FDP8000-3
10000 Mesh Item #: FDP10000-3
|

This is a photo of Segments
welded onto a cup with a rubber foam noise reducer inside.
PLEASE NOTE THAT SHIPPING COSTS
ARE
CALCULATED FOR DOMESTIC USA DELIVERY ONLY!
PLEASE REQUEST A QUOTE FOR SHIPMENT TO
A NON-USA ADDRESS! Thank you!
|
DIAMOND
CUPS for
Sphere Grinding, long lasting and renewable.These cups are made
on plumbing Bell Jar reducer fittings and are standard pipe thread.
We can ONLY deliver standard pipe sizes.
I can now make diamond cups using core bit segments OR BRAZING ROD.
Call or e-mail with your requirements.
Item No.: DC01
Weight: 2.5 lbs.
Size: 2 x 3/4 inch
Price: $149.95 (Set of 3)
Diamond
Sphere Cups
Item No.: DC002
Size: 1.5 x 3/4 Inch
Price: $119.95 (Set of 3)
Diamond
Sphere Cups
Item No.: DC003
Size: 1.25 x 3/4 inch
Price: $99.95 (Set of 3)
Diamond
Sphere Cups
Item No.: DC004
Size: 1 x 3/4 Inch
Price: $89.95 (Set of 3)
|
 HEAVY
DUTY 3 Head Sphere Making Machine for sale with new motors.
HEAVY
DUTY 3 Head Sphere Making Machine for sale with new motors.
Machine speed is 154 RPM and can handle large spheres. Comes with
one set of grinding cups and Velcro Backer pads for using the flexible
diamond pads. No shipping available - must be picked up at the shop
in Nipomo, CA.
SOLD!
Item
No. SMM001
Size: 48 x 48 x 48 by 72 Inches Tall
Price: $999.95
Another
view
|
| |
|
|
|
Diamond
Sphere Cups
2.5 Inch Black Pipe. 45 mesh for hard stones.
Item No.: DC005
Weight: 5.75 lbs.
Size: 2.5 X 1 inch
Price: $199.95 Set of 3
3/4 " bushing reducers included upon request.
|

USED 6 LB TUMBLER For sale SOLD!
Works great!
$110.00 plus shipping.
Like new Lortone double barrel tumbler!
Item No. UDBT
Price: $110.00 Plus $20.00 Shipping
|

|
Diamond Sphere Cups
3 Inch ID Black Pipe. 45 mesh for hard stones. 4.25"OD
Item No. DC006
Weight: 7.5 lbs.
Size: 3 X 1 inch
Price: $259.95 Set of 3ea. 3/4" bushing reducers included upon
request. (showing wear pattern)
|
Diamond Sphere Cups (Set of 3)
4 Inch ID Black Pipe. 45 mesh for hard stones. 5.5"OD
Item No. DC007
Weight: 15 lbs.
Size: 4 X 1 inch
Price: $399.95
3/4 " bushing reducers included upon request.
|
|
Diamond
Rod Inventory
Here is what I have in stock:
30/40 mesh = 0
40/50 mesh = 0
50/60 mesh = 0
140/170 mesh = 0
220 mesh = 0
600 mesh = 0 (No Backorder) No longer supplied!
1/16 Inch Bronze 80 mesh = 81
Last updated 10/10/2024
How
to use Opticon Resin (224) (Requires Adobe PDF Reader) |
Course Mesh Diamond Brazing
Rods
Item #: DR001-1
(30/40)Out of stock
Item #: DR001-2
(40/50)Out of stock
Item #: DR001-3
(50/60)
Price: $16.50 ea. plus shipping. Out
of stock
|
|
|
Medium/Fine
Diamond Brazing Rods
Item #: DR002-1
140/170 mesh Out of Stock
Item #: DR002-2
220 mesh Out
of stock
Price:
$16.50 ea. plus shipping.
|
|
DIAMOND
BRAZING - FAQ
1. I'm wondering about how many spheres can be ground before discarding
or refreshing the diamond.
Answer: It depends! There are many variables to
consider.
a. Hardness of the rocks
b. Size of the cups
c. Speed of cup rotation (I recommend between 120 and 200 RPM).
I have used this motor with good results: DAYTON 6Z084 AC Gearmotor,
124 rpm, TENV, 115V and Dayton 4Z613 (154RPM).
d. Tension on the cups
e. Mesh size and concentration of diamond in the matrix.
Experience so far has shown that in excess of 50 balls of varying
sizes at a minimum can be ground before renewal of course diamond
matrix is required using the diamond rods we sell. The fine mesh
cups last much longer.
2. Can you apply more diamond as the original brazing wears away
or do you have to toss the old brazed cups and replace them completely?
Answer: Once brazed, the cups can be renewed with
new diamond practically forever. The second brazed will meld and
blend with whatever is leftover from the first braze. The only thing
you have to "toss" is the grindings in the drip pan under
the cups. I recommend pre-heating your cups before brazing.
3.What diamond mesh size should I use as a roughing grade or should
I use a medium grade to try it out first before going completely
diamond?
Answer: The rods come in a variety of mesh sizes
designed to meet standard lapidary techniques. Here is a list of
popular sizes and their uses:
a. 30/40 mesh - Used for course(DR001-1) grinding
of soft stones such as Marble, Onyx or Granite. Stones of 5 hardness
(Mohs) or less. The reason is that the harder stones will crack
and break the diamond bits out of the matrix. You must then re-sharpen
the cup using loose grit to expose more diamond.
b. 40/50 mesh - This is a good all around course(DR001-2)
grind compromise between speed of cutting and longevity of the cups.
Most Lapidary applications can use this mesh size.
c. 50/60 mesh - (DR001-3)Used to course
grind harder agates and Petrified Wood. Provides good longevity
of cups without excessive scoring of the stone. I've made about
70 spheres of varying sizes before re-brazing is required with this
mesh size dependent on the rock hardness.
d. 140/170 mesh - Use as a medium smoothing step (DR002-1)
`to remove scratches made by 30/40 mesh grinding if necessary. Use
this size to work Jasper that tends to flake and chip. Not needed
in most applications.
e. 220 mesh - Use as a medium smoothing step (DR002-2)
to remove scratches made by course (40/50, 50/60) mesh grinding
if necessary.
f. 600 mesh - (I no longer sell this mesh
size) This size will provide a semi-polish before preceding
to the final polish. Most of the time I've been able to go directly
from course grind to this mesh with great results. It's amazing
how much slurry is produced by the 600 mesh cups rotating at 157
RPM. Be aware that the metal cups will scratch some stones. I have
converted to using Diamond pads now. I find that metal cups scrach
most rocks.
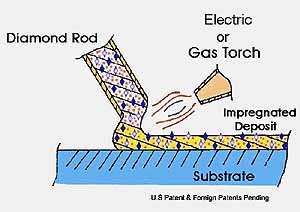
4. I have my own torch and have some existing worn-in cups. Can
they be brazed?
Answer: Yes! Standard brazing techniques are used
to apply the rod to the steel cups. A word of CAUTION!
Do not braze GALVANIZED cups without using the
proper breathing (Carbon Filtered) mask. Galvanized cups heated
with a torch produce toxic fumes. Try to remove as much of the galvanize
as possible before heating.
5. Do the grinding cups need to be beveled inside?
Answer: The cups will perform better and are easier
to adjust if beveled before brazing. I recommend a 22 degree angle
about 5/16's of an inch wide inside the cup. You can simply pre-grind
the cup using silicon carbide until you get the desired beveled
surface. Otherwise, visit your local Mill Shop.
6. How well do I have to make the weld on the cup?
Answer: The weld doesn't have to be pretty or even
smooth. The wear from the stone you are grinding will soon make
the surface very smooth. It will take several spheres of various
sizes to smooth out the weld from edge to edge. A diamond rod deposit
depth of at least 1/8th inch is recommended.
7. How do I tell when to renew the diamond braze?
Answer: When you see the steel cup surface breaking
through the matrix it's time to re-braze the cup. In most cases
the bottom inside will wear through first (Point of most wear).
The cup will still grind on a larger sphere until you see the steel
underneath breaking through.
8. My cups seem to have stopped cutting. What's wrong?
Answer: Just as in the case of a dull diamond saw
blade, the cups will sometimes glaze over after excess pressure
is used and new diamond needs to be exposed. Simply apply a few
shakes of silicon carbide of the same mesh size as the cups to expose
more (new) diamond. Once you see the slurry return after the S/C
has washed away you have applied enough loose grit to sharpen the
cups. This should not be necessary very often. Another effective
way of getting the cups to cut once more is to put in a different
sized ball. I've found that this helps keep the wear more even as
well. Be aware that diamonds never wear out; they crack and break
into little pieces and then fall out of the matrix material. If
you see a lot of empty holes on your cup the diamonds have been
shattered. This means you might be applying too much pressure on
the cups.
9. How much water should I use on the sphere during grinding and
polishing?
Answer: You need to keep a steady drip on the sphere
during grinding to flush out the loose particles during the grinding
phase. If the sphere is covered with slurry then you need to increase
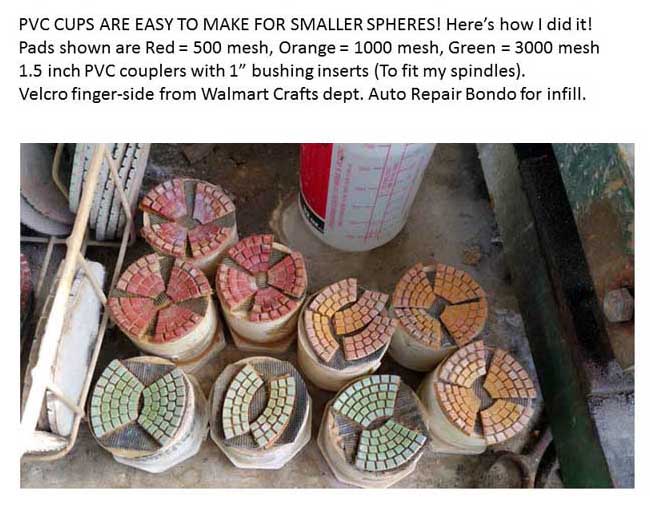
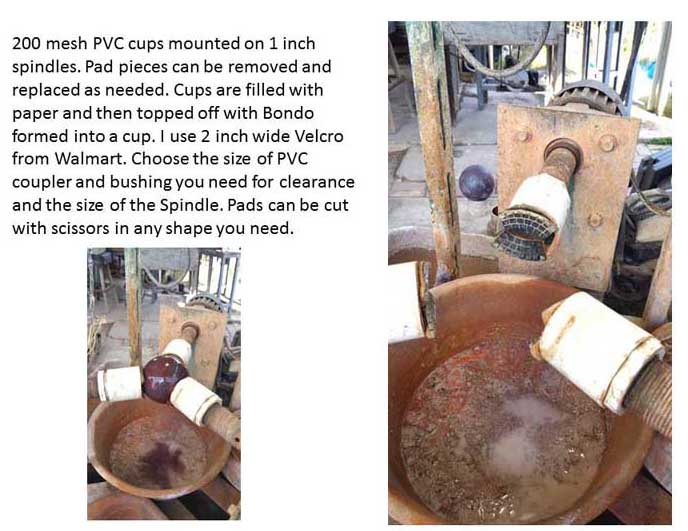
the drip just a bit. When polishing I start out with a light drip
on the sphere using Velcro diamond pads and adapters (see above)
or cut pieces inside of PVC pipe cups. After the spots are gone,
I start with 200 or 300 mesh advancing to 500 , 1000, 1500 for about
20 minutes each step and then 3000. After a half hour the sphere
should have a bright polish at 3000 mesh pads. You can go higher
in mesh size but the result is sometimes hard to see any improvement
in the shine. I''ve been experimenting with 8000 mesh & DF pads
and I like the results I'm getting. I have found that pads labeled
DF provide a superior shine on any sphere.
10. How many rods will it take to braze my cups?
Answer: It depends on the cup size and depth of
weld deposit. I generally put 1/8th inch deep welds on approximately
5/16th inch wide beveled cups which takes 1 rod per cup for 1 ¼
inch cups. It takes about 1.25 to 2 rods to braze each 2 inch cup
but you can go a little thinner on the depth and stretch it out.
The rods are 15 inches long for all mesh sizes. Please call (see
the "About Us" tab on the Home Page) if you have more
questions concerning the brazing process. The size I'm referring
to is the pipe size number stamped on the reducer.
11. Why does the cup wear through in just one spot (usually near
the bottom of the circle)?
Answer: Unless you grind several different size
spheres over time the abrasive diamond matrix will be depleted in
a single spot on the cup ring. A small sphere size relative to the
cup size will wear on the inner part of the cup were as a larger
sphere size will wear on the outer ring of the cup. Even though
the matrix has worn through in a particular spot, the cup will still
work on a different sized sphere.
12.
I have been xperimenting with JB Weld epoxy to attach Core Bit segments
and my results are not that good. It works pretty well on smooth
rocks but they become detached if the sphere has points or uneven
surfaces. I've decided it is not reliable enough to use on a commercial
basis; Therefore all my cups made for customers will be bronze welded.
|
|
This
is a diagram of the jig I use to make my preforms from a square
cube into a facetted ball in a 24 inch or 18 inch saw.
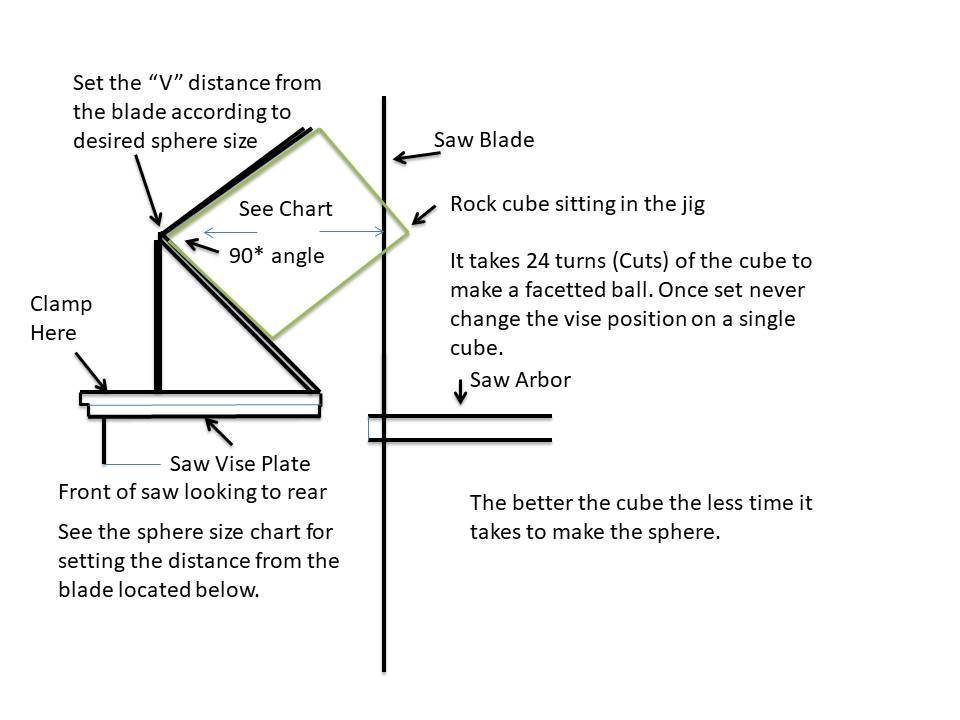 The Jig base plate should be 1/4 inch steel.
The Jig base plate should be 1/4 inch steel.
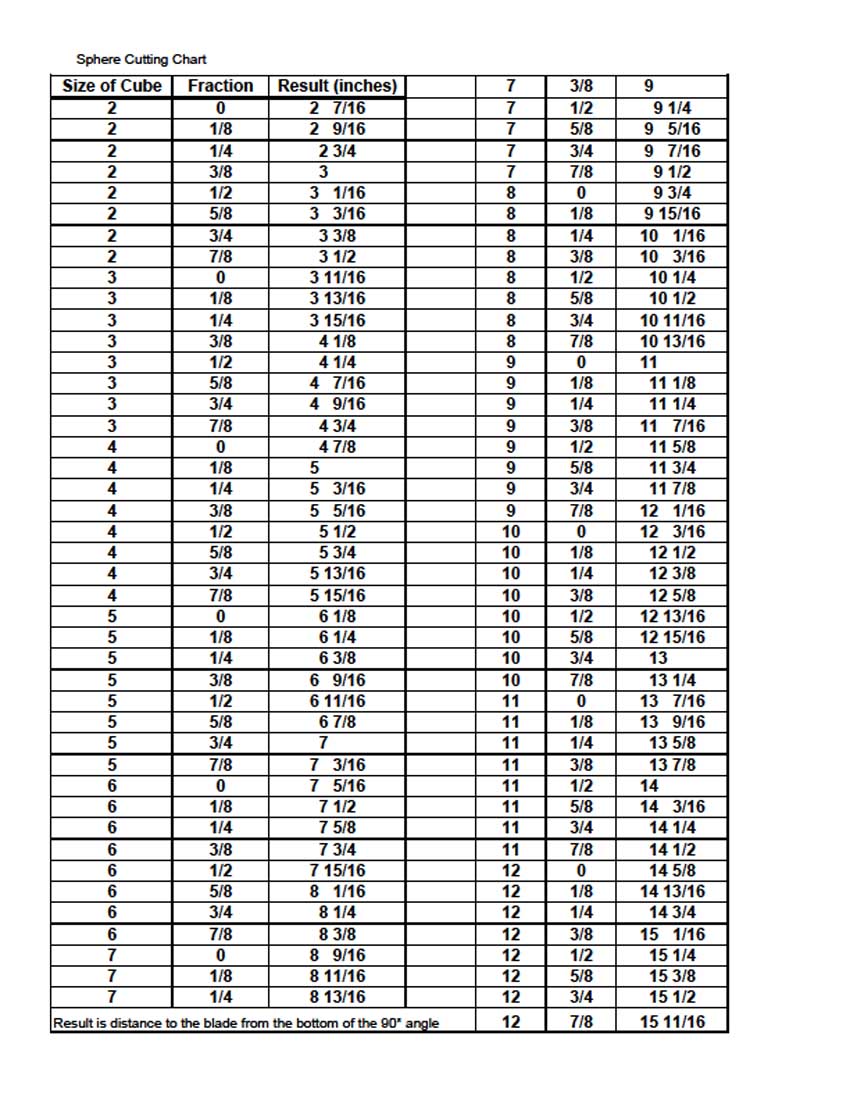
Cube
Cutting Chart
 

|
Click on the following line to see..


 —
— —
— —
—


{kind=link}
{kind=link}
{kind=link}